Any time I want to start doing better work, I discover, again, that I need to get back to basics. Every time I come back to it, everything boils down to a very simple question: Is it, or isn't it? Is it square, or isn't it? Is it straight, or isn't it? Is it a properly fitting joint, or isn't it? In an age of marketing hype, internet commentary, and the ongoing pursuit of hyperbole, this just isn't sexy. But it was never meant to be. When it comes down to it, either something works, or it doesn't.
It doesn't matter if I spend $93 on a
Starrett combination square, or $300 on a
try square from Bridge City Toolworks. 90 degrees is 90 degrees. This isn't an amplifier that goes to 11. There's no way to make it louder, or pretend that straight and square can be in any way cranked up, because attitude and ego have no impact whatsoever on the pure physical reality. Fancy colored aluminum and T-track and other trendy, photogenic enhancements have no effect on geometry.
It Is, or It Isn't.
---
I've been fighting a pitched battle with my cross-cutting miter head for years now. I remember reading Chris Schwarz saying that he really, really wanted a dedicated 90 degree miter head. And I remember thinking that this was a no-brainer, because 'Straight' and 'Square' are the two first things you need to establish reference surfaces to do just about anything. The problem is, it seems like most of the miter heads available for sale by the usual suspects have sacrificed accuracy and/or reliability, for adjustability, and ease of re-calibration. In other words, you can make it square, you just can't make it stay square. In the end, I noticed in one of his shop photos that the Schwarz finally settled on a $600 Jessem sliding table for his table saw. (No idea if he kept it when he bought his new saw.)
These are a couple of $60 miter heads from Incra. (Please forgive the fuzzy photo) I bought them because the steel construction, and caveman simplicity of the notched angle settings seemed like it would be pretty bomb proof. The issue I discovered is that the fence bracket... the bent, vertical surface that the miter fence will bolt to... isn't so solidly attached. It's bolted on, with 4 screws. They're basically 1/8" screws, through 1/4" holes, and there's so much slop involved that you can be pretty sure on any given day that they're not going to be square. You can easily knock them straight again, I guess, but I'd rather have something I can rely on.

The one on the left was my first real attempt in trying to get something workable out of this setup. About a year ago I took those 4 mounting screws out, and drilled and tapped the holes in the steel plate for 1/4-20 bolts, figuring 1/4" bolts should fill the 1/4" holes just fine. They don't, 1/4-20 bolts start out as 1/4" stock, and after the threads are cut, aren't quite 1/4". But they were better, anyway. They bolted down well enough, I cut and ground the bolts to be flush with the underside, and then I clamped the head rigidly at 90 degrees, and drilled and tapped two holes that go directly down into the bar, to fix it at 90 degrees. Now, like I said, the stability of this whole thing really relies on those 4 bolts. (And the fit of the miter bar, but we'll get there in a minute.) And because the 1/4" bolts don't quite fill those 1/4" holes, things again went off-track.
Many an F-bomb has been dropped on this miter gauge battlefield.
The
arsenal has actually expanded to include the venerable MF-bomb, the
GD-MF-WTF-bomb, and the always fearsome, angry silent gripping of the
edge of the table.
And, as always, such violence never really solves the problem.
The other day, I checked for square, and sure enough, it wasn't. Again. So, I set it to square, and drilled and tapped through the head and the fence bracket, for 4 set screws, to hold the alignment as well as I could get it to, short of welding it. (Fire in a wood shop is bad, and thin steel doesn't always weld very well, or at least not without warping.)
Next step was to tackle the bar. Like the aluminum Kreg miter bar, these steel bars are undersize by 1/64"-1/32" or so. The expanding plastic washers are junk. They're soft, and they give the illusion that they'll fix the problem. But they'll wear quickly, need to be recalibrated, and so in the meantime, the gauge can't be trusted.
So, I drilled and tapped the bar
like I did the other day to a Kreg bar.
And I took the screws that go through the plastic doo-hickeys, and used
them in those holes. I adjusted until they fit the miter track
perfectly. It's an imperfect solution, the steel in the screws is harder than the cast
iron, and individual points will cause more wear than a perfectly
fitted steel bar, but for now, they'll do.
I re-mounted the fence to the miter head. It was very close to being perfectly square along 18" of miter fence. Given all of the hack-shop jerry-rigging that's been going on here, it's only natural that a little bit of error crept in somewhere. I'm not happy about it, but I fixed the alignment of the fence with 2 layers of tape. I'm relatively happy with it, as long as I can trust the miter head. Which I don't, really. When something I want to trust lets me down as many times as these miter heads have, it's hard to patch that relationship, even with drilling and tapping and adding of more screws, and so on. But for now, I'll invest a little faith that my set screw idea has actually, you know, done something.

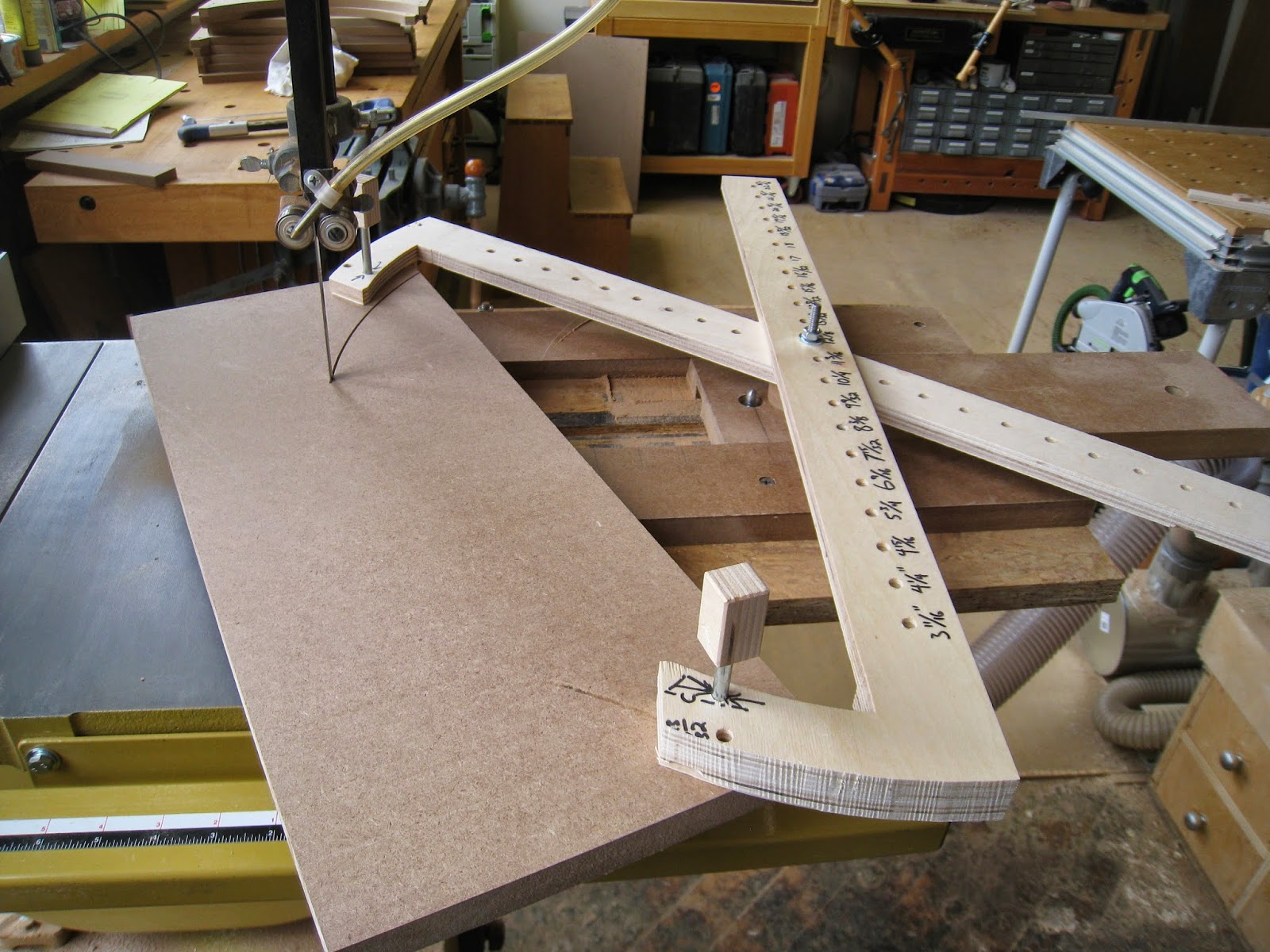
When I went to try it out, the bar jammed in the track. My adustments were too good: If the bar's even slightly out of square to the track, it binds. So I loosened the fence, let the miter head and bar settle into their desired position, and re-tightened the fence. NOW, it works. The plywood in the picture is square, along a 10" cut, which is the widest stock I can cut with a miter head on this saw. Bigger cuts require a sled. And a sled will also require making accurate bars... and I don't have the heart for that right now.
Maybe next week.
--- Side Note---
I bought the
Kreg miter gauge
after realizing that the Incra
was as bad as it is, because the head that bolts to the bar on the Kreg setup is one
piece, unlike the Incra. So I won't have to worry about a loose fence bracket. The miter bar is long, but it's aluminum, undersized, and
has a lot of plastic set screws to make up the difference. They're problematic, because just
going in and out of the slot wears on them a lot, and I can never really trust that the calibration is good.
In the end, it doesn't
matter how much money you spend on the head, if the bar isn't good. If the bar is sloppy, the miter gauge will be accordingly sloppy... or the crosscut sled, miter sled, or any other accessory you mount to that bar. As I've said before, any decent jig needs a way to align the material, a way to control the material, and a way to accurately guide the material past whatever's doing the cutting. An accurate bar is required to get accurate results.
The head on the miter gauge may be one piece, and Kreg's L-shaped fence profile and production stops are great. You can even buy a 4' chunk of it, to make a really long miter gauge fence. (I did.) But in the end, none of the anodized aluminum sexiness matters. I still can't trust the bar to be accurate. There is no miter gauge that goes to 11: Square is square, accurate is accurate, It IS, or It Isn't.
And it isn't... Or at least, not reliably so.
---Epilogue---
I share shop space with
Mark DelGuidice,
among others. Mark loves his General table saw. He loves it enough that he bought
an even bigger one for the shared machine room. The big one has 1" miter
slots, as opposed to the 3/4" slots that most machines have. The miter heads are very heavily cast, with machined steel bars
that are T-shaped in cross-section, and they fit those slots PERFECTLY.
No alignment screws, no slop, no apologies. They were made well,
and made right, and they fit like they should.
I walked
back into his own personal space, and took a look at the head for his
10" saw. The head is heavily cast, and the 3/4" steel bar isn't
T-shaped, but it fits the slot PERFECTLY. No alignment screws, no slop, no apologies.
So, long-term, I think I'm
going to have to look into getting a real miter gauge, with a real steel miter bar, one that fits like
it should. And if I can't find one, I'll have to make one... Or have
one made. I'm tired of fighting losing battles with half-hearted
aftermarket parts to get them to work like they should. I'd love to get a dedicated 90 miter head
that's solid and reliable enough to try something like William Ng's
5-cut to square method.
But at this point, if I have to go through all of the above to work with the Stupid, Flaming, God-Forsaken POS that I have, it's not worth it.
(Bombs away... I'm off to to throw things now.)
---Second Epilogue---
I talked to Mark about this later on. His recommendation was to buy cold-rolled steel bar stock. It's typically 2-3 thousandths under-size, but it's a very close fit, which can be fine-tuned using the center-punch method if you still require added accuracy. He showed me a few light dimples on his regular miter gauge, and sure enough, there are some barely perceptible dimples where he tapped it, in situ, with a nail, to fit the slot perfectly.
Another advantage of steel is that it glides much better than aluminum, which has a tendency to stick.
And, a chunk of cold rolled steel from McMaster is MUCH cheaper than a porrly-made, massively over-wrought, woefully undersized jig bar from Woodcraft or Rockler. Sure, you have to drill your own mounting points, but that's a very, very simple operation, compared to the saga described above.













































{kind=link}
{kind=link}